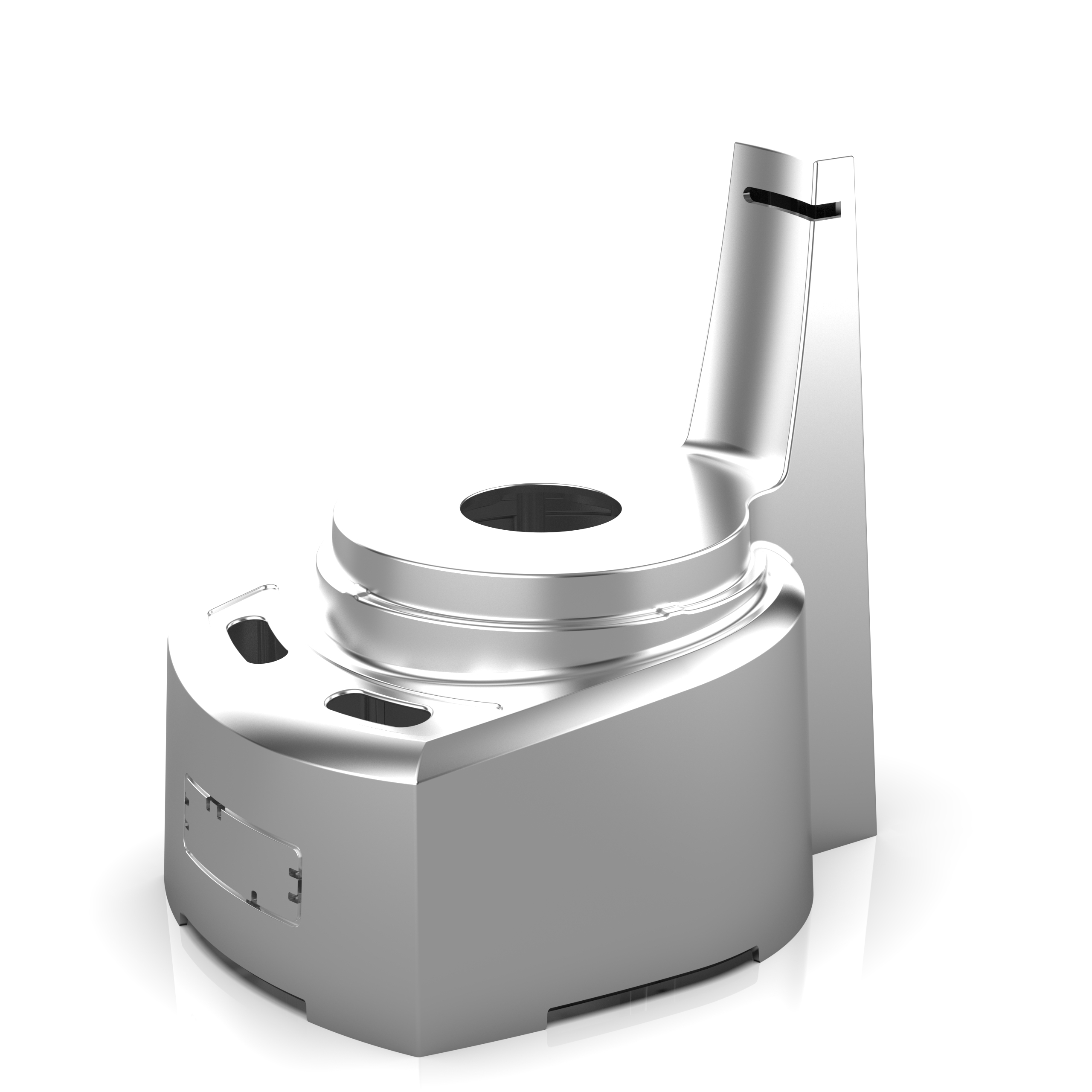
鋁合金壓鑄壓鑄過程中金屬液在高壓高速下充填模具型腔的時間極短,-般僅幾分之一秒。最初階段是完全的噴射,此后在短時間內,一方面向型腔各部位充填,另一方面在非常復雜的變化著,直至充滿型腔。正確認識金屬液的流動狀態及其變化,掌握金屬充填形態的規律,并充分利用金屬液的這種特性,是合理設計澆注系統,進而壓鑄出良好壓鑄件的一個決定性因素。
充填時液態金屬流的種類及對其特性的應用
噴射及噴射流
壓鑄機在通常的壓鑄條件下把金屬液壓人一般的壓鑄模型腔內,在最初階段,通過內澆口后的金屬液在運動能的作用下,以很高的速度像槍彈一樣向前直射,其方向取決于內澆口的方向,這種狀態的金屬流稱為"噴射"。高速噴射的金屬液會與型腔壁和型芯或別的金屬流相沖撞,此時,金屬液內的一部分運動能量即轉變為熱能和壓力,并且在改變金屬液流速和前進方向的同時,沿著型腔壁流動。由于剩余的運動能使金屬液沿直線前進的特性仍較強,因此這個階段的金屬流與一般的壓力流的性質(從壓力高的一面流向低的一面)有所不同,稱為"噴射流"。噴射及噴射流具有一個很明顯的特性,即在很大的運動能量的作用下能夠直線前進。利用這種特性可以先充填那些阻力較大的部位及沒有排氣槽的部位,而這些部位靠壓力流是難以充填的。
壓力流及其應用
僅有噴射和噴射流,還不足以使金屬液充填整個型腔,在多數情況下,噴射和噴射流所保持的運動能量在金屬液尚未充填滿時,就由于在型腔內發生沖撞、摩擦和氣體阻力等而耗損殆盡。因此,應使充填到金屬流的"后流"部分(金屬液最后到達的部分)的金屬液,在后續的金屬液推動下前進,這個階段的金屬流稱為"壓力流"。
壓力流在阻力小的通道上前進的特性是很強的。在壓力所充填的部位,若壓力流分成幾股支流,則金屬流的阻力分散;若出現阻力大的島狀部位,金屬液只能在其周圍流動,而不能充填到阻力大的部位。造成金屬流阻力的主要因素是壓鑄件的厚薄不均、金屬流的彎折運動、型腔表面粗糙度高、型腔內有氣體壓力等。
壓力流沒有噴射流那么大的運動能量,但是它卻具有接受后續金屬液中供給的壓力能,從而使金屬液沿著型腔內壁前進的特性。利用這種特性,可以很便利地把型腔內的氣體有效地排出去,在壓力流充填的部位,匯集著由噴射和噴射流所充填部分的氣體,因此在這部位必須開設排氣槽。
再噴射現象
在壓力流或噴射流的通道突然變大的部分(薄壁到厚壁的變化部位),金屬液又一次地離開型腔壁形成噴射狀態,這種噴射狀態稱為"再噴射",在設計壓鑄件和壓鑄模時應盡可能避免再噴射現象的發生,但實際上往往難以避免,為此應采用首先向發生再噴射的部位充填金屬液的內澆口方案,同時采取提高補縮金屬流效果的辦法把內澆口設在靠近壓鑄件厚壁的部位為宜。
補縮金屬流
金屬液的溫度一降低便會產生收縮,當金屬液溫度降低時,其表面和內部的溫度并不同時下降。金屬液的表面層極快冷卻,隨后內部溫度也跟著下降。由此可知,金屬液先從表面開始凝固,內部稍微滯后凝固而收縮。在此過程中,如果不向其內部補充金屬液則會產生縮孔,補縮金屬流就是在內澆口部位的金屬液尚未凝固之前,立即增高壓室內的壓力,向型腔內補充金屬液。
為得到理想的壓鑄件,應該是在金屬液充填完畢到全部凝固之前,立即進行加壓縮。補縮金屬流起作用的時間越久,則壓鑄件質量越好。這一想法的實現在理論是可行的,即設法使模具溫度在有梯度的情況下進行壓鑄,也即讓充填終了的金屬液,先從遠離內澆口處開始凝固,然后順次地向內澆口方向凝固,內澆口處最后凝固。但實際操作時模溫的控制較難,而且還需有相當厚度的內澆口。
目前壓鑄生產實踐中,盡管壓鑄件還未按上述工藝方法制成,但多數可以滿足質量的要求。不過,對于有氣孔和縮孔等內部缺陷的產品,應采用上述定向凝固方法。這就要求設計壓鑄模時,注意考慮冷卻水孔的位置、內澆口的位置及尺寸等并通過對模溫的地進行效控制,達到順序定向凝固的要求;并且對壓鑄機的壓射性能、金屬液的凝固時間等充分的進行分析,使加壓補縮能夠及時有效地發揮作用。
 公司地址
公司地址
 公司郵箱
公司郵箱
 聯系電話
聯系電話
東莞市恩創精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術支持:米可網絡 / 百度統計
 恩創微信公眾號
恩創微信公眾號 恩創抖音
恩創抖音






 全國服務熱線
全國服務熱線