1)壓鑄件鑄孔
鋁合金壓鑄件的孔徑和孔深,對要求不高的孔可以直接壓出,按表5。
表5 最小孔徑和最大孔深
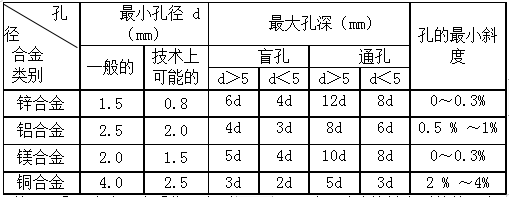
說明:①、表內深度系指固定型芯而言,,對于活動的單個型芯其深度還可以適當增加。
②、對于較大的孔徑,精度要求不高時,孔的深度亦可超出上述范圍。
鑄件的孔應盡量鑄出,這不僅可使壁厚均勻,減少熱節,節約金屬,而且可節省機加工工時。
鋁合金壓鑄件可壓鑄出的孔的最小尺寸和深度,受到形成孔的型芯在型腔中的分布位置的制約。細型芯在抽出時易彎曲或折斷,因此孔的最小尺寸和深度受到一定限制。其深度應帶有一定斜度,以便于抽芯。
對于鋁合金壓鑄件自攻螺釘用的底孔,推薦采用的底孔直徑見表6。
表6 自攻螺釘用底孔直徑(mm)
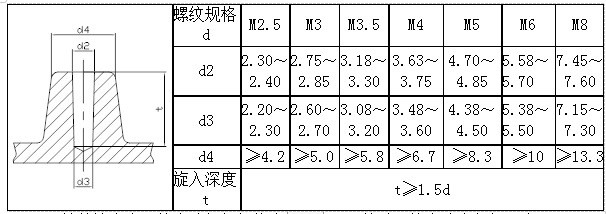
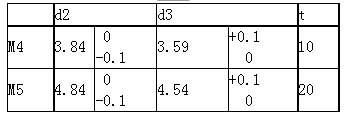
鑄件較為常用的自攻螺釘規格為M4與M5,其采用的底孔直徑如下表:
2) 鑄孔到邊緣的最小距離
為了保證鑄件有良好的成型條件,鑄孔到鑄件邊緣應保持一定的壁厚,見圖2。
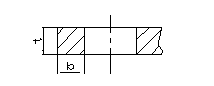
圖2
b≥(1/4~1/3)t
當t<4.5時,b≥1.5mm
3) 長方形孔和槽
鋁合金壓鑄件上的長方形孔和槽的設計推薦按表7 采用。
表7 長方形孔和槽(mm)
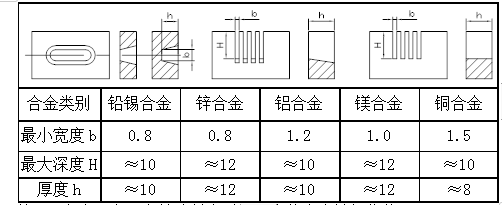
說明:寬度b在具有鑄造斜度時,表內值為小端部位值。
文字、標志、圖案
1)用壓鑄鑄出,應采用凸紋。凸紋高度大于0.3m,以適應模具制造的特點。
2)采用目前開始流行的新技術:“轉移彩膜”,可將彩色的文字、標志、圖案彩膜轉印到鋁合金壓鑄件表面。
3)壓鑄出鑄件后,用激光在鑄件表面打出文字、標志、圖案,可以打出非常細微的文字。
例:平行紋(直紋)高0.7MM﹐間距1MM﹐角度60.5。外徑Φ34.5mm 共104牙。
收縮率
收縮率通常稱為縮水。它是指合金由液態凝固為固態,并冷卻至室溫時尺寸縮小的百分數,可用下式表示:
K=(L模-L件)/L件
式中:L模為模腔尺寸,L件為鑄件尺寸。
收縮率的大小與鋁合金壓鑄件的結構特點、壁厚、合金的化學成分和工藝因素等有關。鋅合金的線收縮率一般為:自由收縮時取0.6%~0.8%,受阻收縮時取0.3%~0.6%。表5為有型芯的鋅合金鋁合金壓鑄件不同壁厚時的線收縮率參考值。
螺紋
1)外螺紋可以鑄出,由于鑄件或模具結構的需要,采用兩半分型的螺紋型環時,需留有0.2~0.3mm加工余量。可鑄出的最小螺距為0.75mm,最小螺紋外徑6mm,最大螺紋長為螺距的8倍。
2)內螺紋雖然可以鑄出,但要通過使用機械裝置轉動壓鑄模中的型芯,使模具結構更復雜,而增加成本。所以一般先鑄出底孔,再由機械加工成內螺紋。

 公司地址
公司地址
 公司郵箱
公司郵箱
 聯系電話
聯系電話
東莞市恩創精密五金科技有限公司 DongGuan City Enchuang Precision Metal Technology Co.,Ltd.
備案號: 粵ICP備14008964號 / 技術支持:米可網絡 / 百度統計
 恩創微信公眾號
恩創微信公眾號 恩創抖音
恩創抖音






 全國服務熱線
全國服務熱線